Блок управления запайщика термоусадочной плёнки
Врезной контрольно-индикационный модуль для упаковочного станка
Назначение: блок управления задаёт последовательность работы запайщика: задержка перед импульсом нагрева, импульс нагрева тефлонового лезвия, ожидание подъёма рамки, задержка перед запуском конвейера и включение конвейера/обдува на заданное время.
Запуск цикла: выполняется концевиком рамки запайщика. Концевик срабатывает при опускании рамки. Дополнительная кнопка ручного режима включает или выключает конвейер/обдув без запуска запайки.
Питание: модуль подключается напрямую к сети 220 В AC. Входы кнопок и концевиков являются низковольтными цепями управления, рассчитанными на работу с сухими контактами.
Внешний вид 🖼️
Контрольно-индикационная лицевая панель:

- Светодиоды D1, D2, D3, D4, D5 показывают текущий режим отображения и настройки.
- Четырёхразрядный индикатор LED1 выводит значение выбранного параметра, счётчик циклов, символ процесса запайки P и коды ошибок E1…E5.
- Кнопка MODE переключает режимы D1…D5.
- Ручка энкодера изменяет значение выбранного параметра.
- Нажатие на ручку энкодера переключает формат отображения времени: десятые доли секунды или миллисекунды.
Подключение 🔌
Вид сзади:
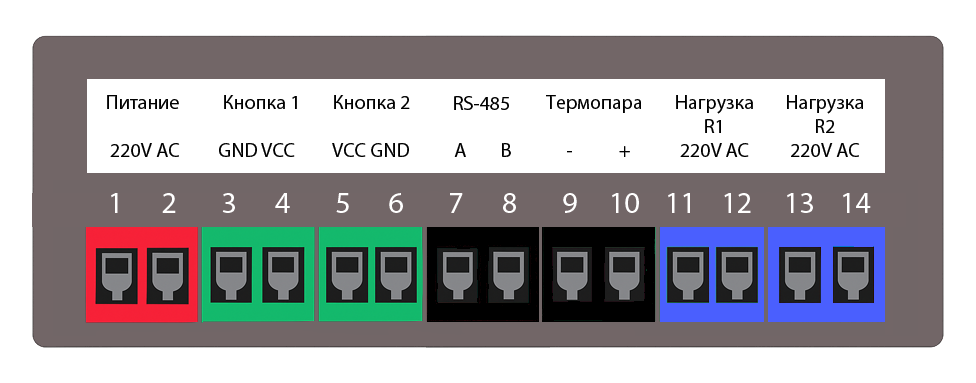
- Питание 220 В AC — основной вход питания модуля. Внешний блок питания 5 В DC больше не используется.
- Концевик рамки — сухой контакт, запускающий упаковочный цикл при опускании рамки запайщика.
- Кнопка ручного конвейера/обдува — сухой контакт, вручную включает или выключает выход R1.
- Термопара — вход микросхемы АЦП MAX6675, тип термопары K.
- RS-485 — опциональный интерфейс для внешней панели/HMI, например DWIN, если такая прошивка используется.
- Реле R1 — сухой выход для контактора конвейера или обдува.
- Реле R2 — сухой выход для контактора нагрева тефлонового лезвия.
Клеммы 1–14: что и как подключать 🧾
Краткая шпаргалка по клеммнику устройства. Для концевика рамки, кнопки ручного конвейера и выходов реле полярность не важна, так как используются сухие контакты. Для термопары полярность важна.
| № | Назначение | Что подключать | Полярность | Примечание |
|---|---|---|---|---|
| 1 | 220 В AC | Фаза/линия питания | Не важна | Сетевое питание модуля |
| 2 | 220 В AC | Нейтраль/второй провод питания | Не важна | Сетевое питание модуля |
| 3 | Вход рамки | Один провод концевика рамки | Не важна | Сухой контакт, обычно NO |
| 4 | Вход рамки | Второй провод концевика рамки | Не важна | Запуск упаковочного цикла |
| 5 | Ручной вход | Один провод кнопки ручного конвейера/обдува | Не важна | Сухой контакт, обычно NO |
| 6 | Ручной вход | Второй провод кнопки ручного конвейера/обдува | Не важна | Ручное управление R1 |
| 7 | RS-485 A | Линия A витой пары | Условная | Если связи нет — поменять A/B местами |
| 8 | RS-485 B | Линия B витой пары | Условная | Терминатор 120 Ω — по проекту линии |
| 9 | Термопара − | Минус термопары типа K | Важна | Обычно синий провод, но ориентируйтесь по термопаре |
| 10 | Термопара + | Плюс термопары типа K | Важна | Обычно жёлтый провод, но ориентируйтесь по термопаре |
| 11 | Реле R1 | Один контакт сухого выхода | Не важна | Управление контактором конвейера/обдува |
| 12 | Реле R1 | Второй контакт сухого выхода | Не важна | Разрывайте фазу цепи контактора |
| 13 |
Реле R2 Нагрузка 220В / 2А |
Один контакт сухого выхода | Не важна | Управление контактором нагрева лезвия |
| 14 | Реле R2 | Второй контакт сухого выхода | Не важна | Разрывайте фазу цепи контактора |
Индикация и режимы 🚨
- Число на индикаторе — текущее значение выбранного режима.
- P в крайнем разряде — идёт импульс нагрева лезвия.
- E1…E5 — код ошибки или предупреждения.
- D1…D5 — светодиод выбранного режима.
Переключение режима отображения 🔄
Кнопка MODE циклически переключает, какой параметр отображается и редактируется на индикаторе:
| Режим | Назначение | Диапазон | Редактируется |
|---|---|---|---|
| D1 | Импульс нагрева лезвия | 0.0…2.0 с или 0…2000 мс | Да |
| D2 | Счётчик упаковочных циклов | 0…9999 | Нет |
| D3 | Время работы конвейера/обдува | 0.0…9.0 с или 0…9000 мс | Да |
| D4 | Задержка перед импульсом нагрева после опускания рамки | 0.0…9.0 с или 0…9000 мс | Да |
| D5 | Задержка перед включением конвейера после запайки | 0.0…9.0 с или 0…9000 мс | Да |
Формат отображения времени ⏱️
Временные параметры хранятся внутри контроллера в десятых долях секунды. Нажатие на ручку энкодера переключает способ отображения:
- Десятые доли секунды: например, 1.2 означает 1.2 секунды.
- Миллисекунды: например, 1200 означает 1200 миллисекунд.
Оба формата относятся к одному и тому же значению. Переключение формата не меняет саму настройку, а только способ отображения на индикаторе.
Настройка значения ⚙️
Для изменения параметра выберите режим кнопкой MODE и поверните ручку энкодера. Режим D2 является счётчиком и оператором не редактируется.
Изменения сначала применяются в оперативной памяти контроллера. Запись во FRAM выполняется не при каждом повороте энкодера, а после успешных упаковочных циклов. Это ускоряет реакцию энкодера и уменьшает лишние операции записи.
Как работает упаковочный цикл 🔁
- Оператор выбирает значения D1, D3, D4 и D5.
- Оператор опускает рамку запайщика. Срабатывает концевик рамки.
- Контроллер выдерживает задержку D4.
- Реле R2 включает нагрев тефлонового лезвия на время D1. На индикаторе кратковременно отображается P.
- После окончания импульса нагрева контроллер ожидает подъёма рамки.
- После подъёма рамки выдерживается задержка D5.
- Реле R1 включает конвейер/обдув на время D3.
- Реле R1 выключается, цикл завершён.
Счётчик D2 увеличивается при каждом запуске упаковочного цикла.
Ручной режим конвейера/обдува 🚚
Кнопка ручного конвейера/обдува включает и выключает выход R1 независимо от упаковочного цикла. Повторное нажатие выключает R1.
Защита E2: если оператор опустит рамку при включённом вручную конвейере/обдуве, контроллер немедленно выключит R1, заблокирует импульс нагрева и покажет ошибку E2. Ошибка исчезнет после подъёма рамки. Следующее опускание рамки запустит обычный упаковочный цикл.
Сохранение настроек и первый импульс 💾🔥
- Настройки хранятся во FRAM — энергонезависимой памяти контроллера.
- При вращении энкодера значения меняются сразу, но не записываются во FRAM мгновенно.
- Если настройки не менялись, запись выполняется в конце третьего успешного упаковочного цикла.
- Если питание было отключено и затем включено снова, первый импульс нагрева D1 устанавливается в 1.0 с. Это нужно для холодного станка.
- Если контроллер перезагрузился по watchdog, значение D1 считывается из FRAM и не заменяется на 1.0 с.
Оператор может уменьшить D1 после прогрева станка. На прогретом узле обычно требуется более короткий импульс, чем при первом холодном запуске.
Коды ошибок и предупреждений 🚨
При ошибке на индикаторе отображается код вида E1, E2 и т. д. Часть ошибок блокирует запуск цикла, часть является предупреждением и не мешает оператору продолжить работу.
| Код | Смысл | Поведение | Что делать |
|---|---|---|---|
| E1 | Ошибка FRAM / настроек | Предупреждение или блокировка, в зависимости от момента возникновения | Проверить питание, I2C/FRAM, пайку, заменить микросхему при необходимости |
| E2 | Рамка опущена при включённом ручном конвейере/обдуве | Конвейер останавливается, нагрев блокируется до подъёма рамки | Поднять рамку. После исчезновения E2 можно запустить обычный цикл |
| E3 | MAX6675 / термопара | Неблокирующее предупреждение, если термопара не используется как защитный датчик | Проверить термопару типа K, полярность, обрыв, пайку MAX6675 |
| E4 | Некорректное состояние концевика рамки при старте | Запуск блокируется, пока рамка/концевик не вернутся в нормальное состояние | Поднять рамку, проверить концевик и проводку PB4 |
| E5 | Внешний интерфейс / RS-485 / HMI | Резерв. Используется только в прошивках, где внешний интерфейс обязателен | Проверить A/B, питание панели, настройки Modbus/DWIN |
Если отображается неблокирующее предупреждение, поворот энкодера временно возвращает обычное отображение выбранного режима. Через некоторое время или после упаковочного цикла предупреждение может появиться снова, если причина не устранена.
Рекомендации по настройке 🛠️
- После холодного включения первый импульс D1 автоматически устанавливается в 1.0 с.
- Для холодного станка обычно требуется более длинный импульс нагрева. После прогрева оператор может уменьшить D1, например до 0.8 с, если шов получается слишком горячим.
- Если шов слабый — увеличьте D1. Если плёнка подпаливается — уменьшите D1.
- Подберите D3 так, чтобы пакет успевал покинуть зону запайки и не цеплялся следующим пакетом.
- D4 и D5 подбираются по механике конкретного станка: ходу рамки, инерции оператора, задержкам контакторов и требуемой паузе перед движением конвейера.
- Разные партии плёнки могут требовать небольшой коррекции D1.
Техника безопасности 🛡️
- Не прикасайтесь к нагревателю, лезвию, движущимся узлам и конвейеру во время работы.
- Перед обслуживанием полностью обесточьте станок.
- Не перекрывайте движение конвейера руками, инструментом или упаковкой.
- Используйте заземление, штатные кожухи и штатные защитные элементы станка.
- Не подавайте 220 В на входы концевика рамки и кнопки ручного конвейера. Это низковольтные входы для сухих контактов.
- Низковольтная цепь кнопок не является приглашением проверять контакты языком. Для проверки используйте мультиметр, схему и здравый смысл.
- Нагрев лезвия и двигатель конвейера подключайте через подходящие контакторы. Не превышайте допустимый ток выходных реле модуля.